System Architecture
五大角色協同架構
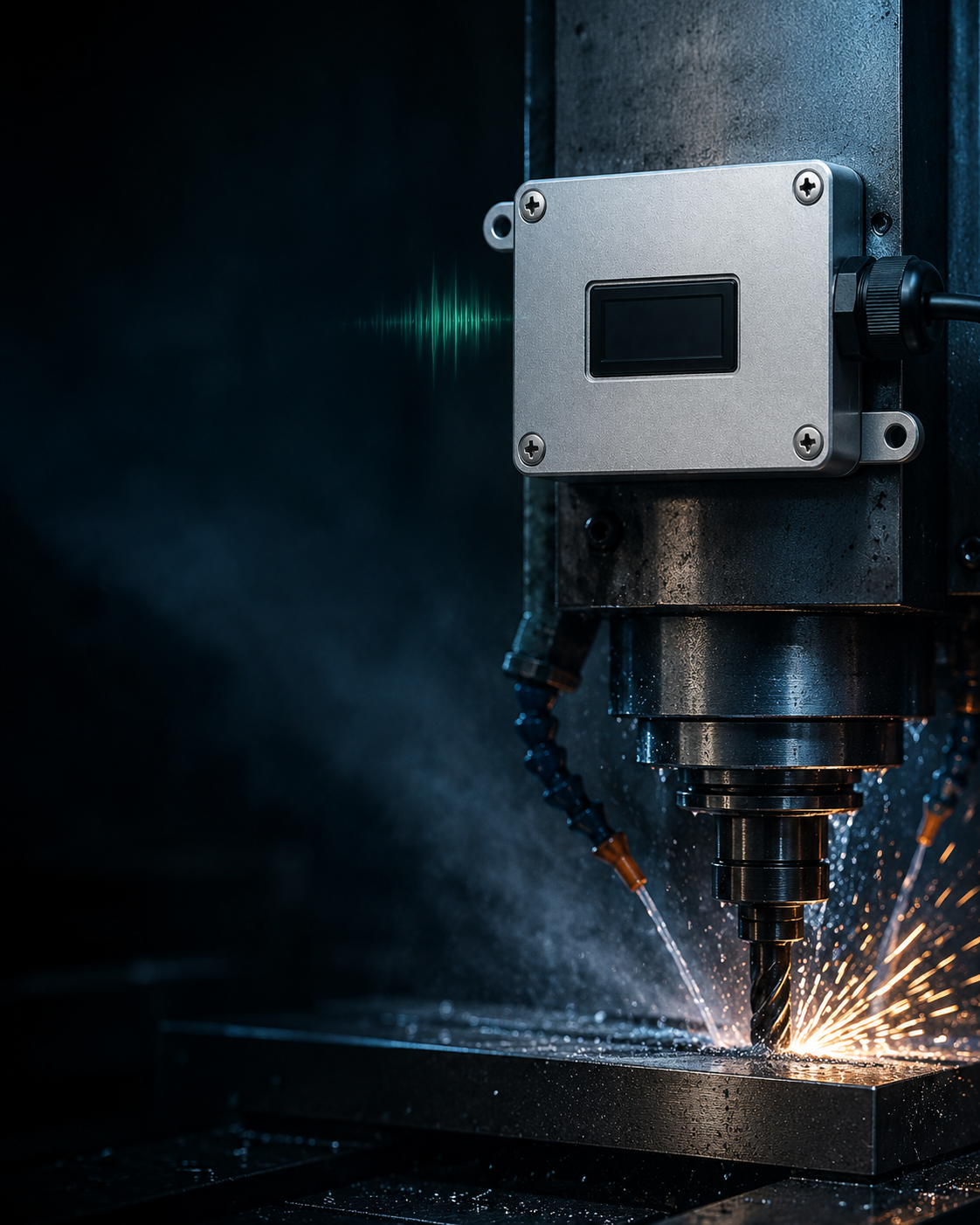
AS100 聲發射 + V503 振動 + W100 無線振動三維感知,匯入 QGW820 閘道器即時 FFT,統一上報 QuanCore 刀具管理平台。
AS100 聲發射捕捉切削 AE 信號,搭配即時 FFT
取代師傅耳朵判斷,節省刀具成本 30–40%
System Architecture
AS100 聲發射 + V503 振動 + W100 無線振動三維感知,匯入 QGW820 閘道器即時 FFT,統一上報 QuanCore 刀具管理平台。
Application Scenarios
從主軸到刀塔,崩刃前精準預警
AS100 捕捉切削聲發射信號,QGW820 即時 FFT,在崩刃前精準預警。…
AS100 捕捉切削聲發射信號,QGW820 即時 FFT,在崩刃前精準預警。
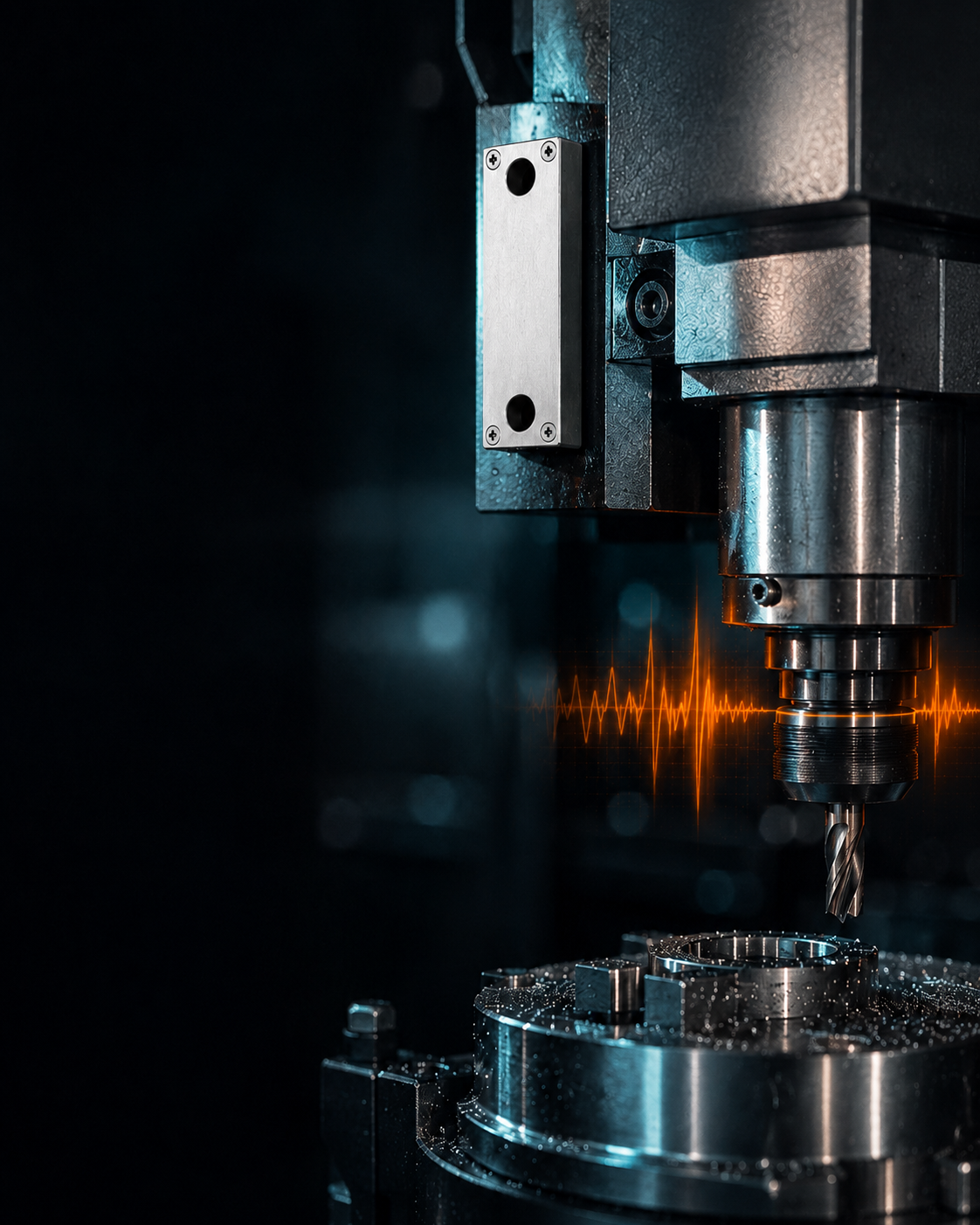
V503 監測主軸與刀塔振動頻譜,定位機械性問題與位置。…
V503 監測主軸與刀塔振動頻譜,定位機械性問題與位置。

W100 LoRa 無線振動快速布建於多台 CNC,集中監控。…
W100 LoRa 無線振動快速布建於多台 CNC,集中監控。

AE 與振動融合分析刀具磨耗趨勢,估計剩餘壽命安排換刀。…
AE 與振動融合分析刀具磨耗趨勢,估計剩餘壽命安排換刀。
Solution Components
點擊架構中的任一角色,或從下方了解每款產品的詳細規格——各司其職,構建感知→傳輸→分析完整閉環。




QuanCore Platform
即時掌握各機台刀具狀態、AE 信號與換刀建議。
聯繫助成國際解決方案專家,了解 CNCAE 如何為您的 CNC 產線量身打造。
方案所有硬體的核心規格一覽,詳細規格請點選各產品頁面。
| 產品 | 通訊 | 量測 / 功能 | 供電 | 防護 | 尺寸 |
|---|---|---|---|---|---|
| V503 RS-485 振動感測器 | RS-485 Modbus RTU | 3軸 ±16g / 4kHz | DC 12–24V | IP67 | 40×40×25mm |
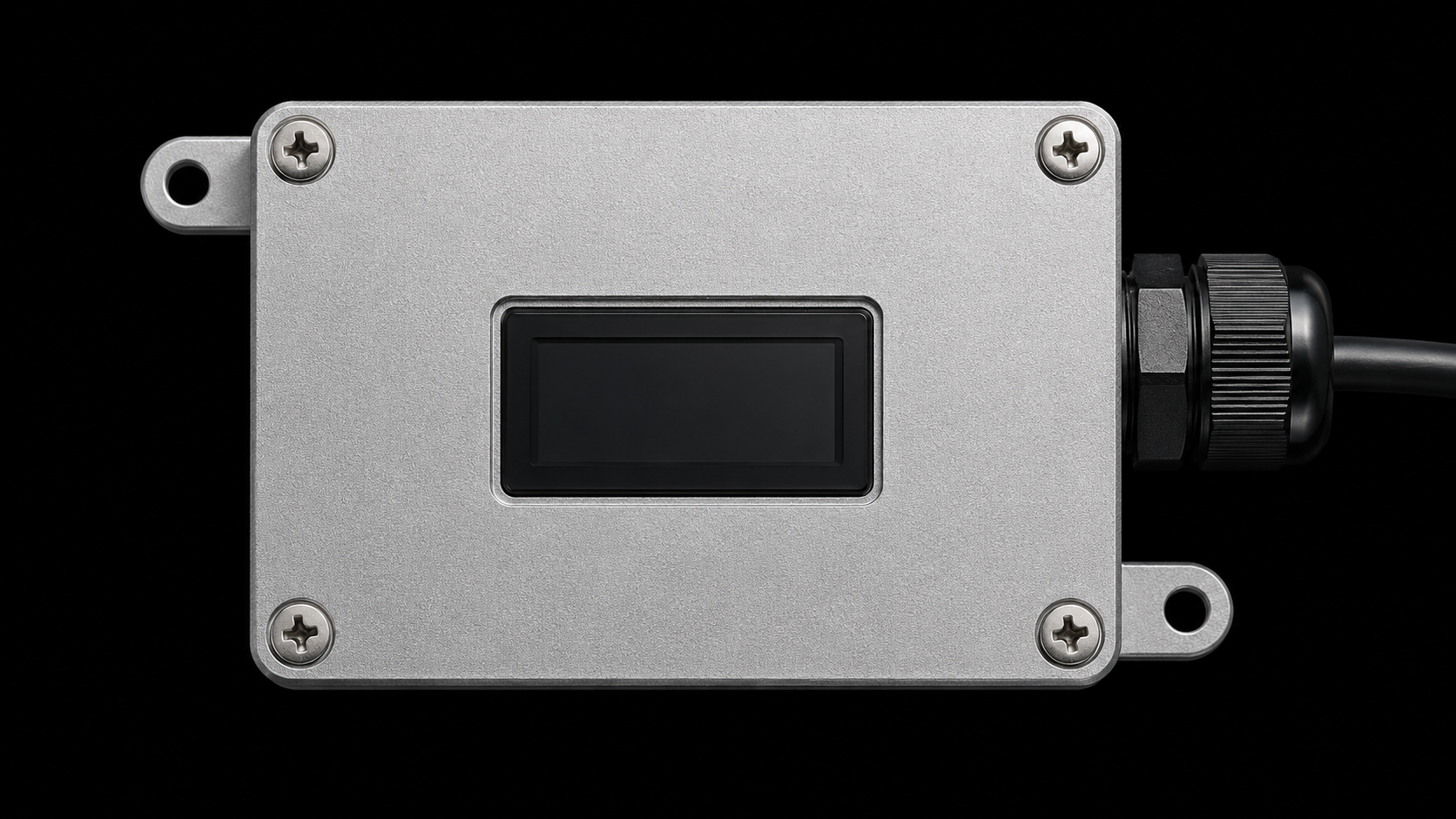
| AS100 聲發射感測器 | USB-A | 0–80kHz AE | USB 5V | IP68 | ∅22×60mm |
| W100 Wi-Fi 6 振動感測器 | Wi-Fi 6 (802.11ax) | 3軸 ±16g / 4kHz | USB-C / 電池 | IP54 | 55×45×20mm |
| QGW820 多協定閘道器 | Wi-Fi/4G/RS-485 | 多協定聚合 | DC 12V | IP41 | 175×115×45mm |
